微信号
服务热线:
18006769399

微信号
服务热线:
18006769399

联系人:郭先生
手机:18006769399
Q Q:1600888000
邮箱:hndshimo@163.com
网址:www.hndshimo.com
地址:浙江省台州市黄岩区北城街道厚施路2号
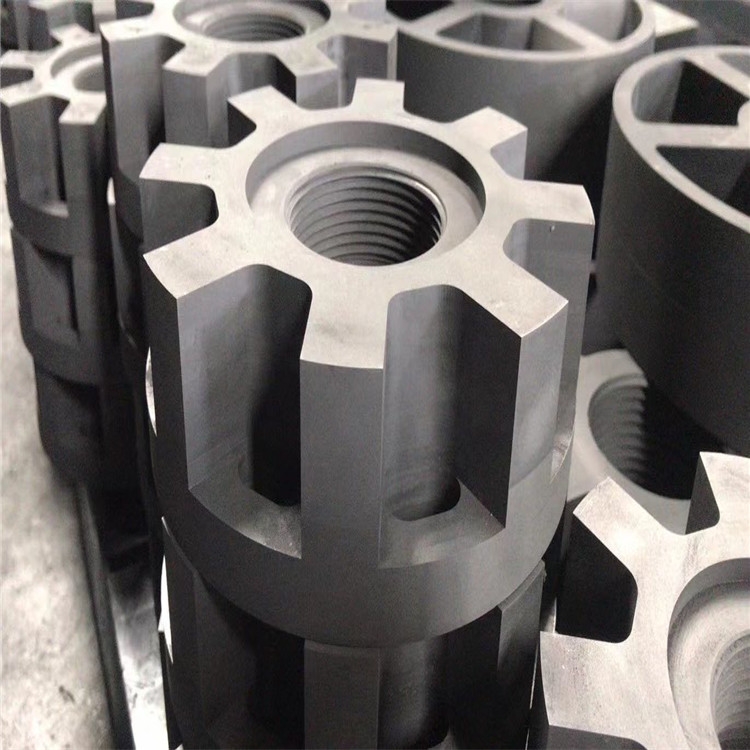
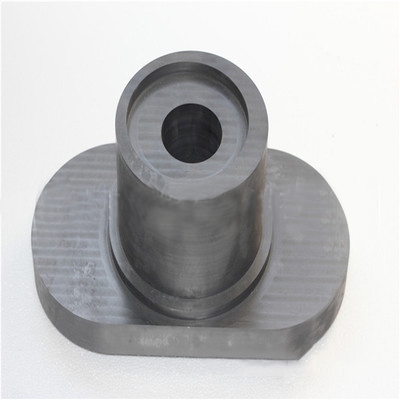
石墨是生产和生活中非常常见的黑色非金属原料。它具有密度低、耐高温、导电导热性、润滑性、化学稳定性、塑性、抗热震性等优良性能。由于石墨属于六方晶系,层间结合力弱,内部孔隙率高,抗拉强度低,因此石墨的加工性能良好。根据其不同特点,其用途也非常广泛,如:根据其化学稳定性可制成墨水、铅笔芯等;根据其耐高温性能可制成磨料用于提取金;根据其导电性、导热性。Y可制成电加工机床的电极。
石墨零件结构复杂,精度要求高。一般来说,它们要求高质量。由于上述特点,在加工过程中容易产生不合格的边缘锯齿、落渣和倒角。
二、石墨加工刀具选择
刀具的正确选择直接决定了加工的效率和质量。因此,要想有效地控制加工质量,就必须选择合理有效的刀具。例如,石墨材料本身比较容易切削,所以对于一些表面精度要求和成本控制较低的产品,可以使用高钢刀具。刀具的切削性能直接决定了加工质量、加工效率和刀具的耐用性,因此有必要对刀具材料进行合理的选择。刀具的硬度和韧性是矛盾的。硬度越高,耐磨性越好,但韧性越低,织构越脆。同时,石墨被石墨PO压缩。
它只从干切削法开始。然而,高速钢的耐磨性很差,容易在加工过程中产生严重磨损。因此,对于精度和质量要求较高的石墨产品,不能采用高速钢刀具加工,而应采用涂层刀具或耐磨性刀具。切削刀具。例如,采用硬质合金涂层刀具、硬质合金YG8刀具等。硬质合金主要由TiC、TaC、WC等难熔金属碳化物组成,采用冶金方法提取铁粉。与普通高速钢相比,硬质合金具有硬度高、耐磨性好等优点。同时,与超硬材料相比,硬质合金具有韧性好的优点。硬质合金钢的流入非常广泛,这不仅提高了生产效率,而且提高了石墨产品的质量。因此,在切削刀具的选择中必须进行最适当的选择。

三、合理选择刀具几何角度。
选择合适的石墨刀具几何角度有助于减小刀具的振动,并且石墨工件不易塌陷。
采用负前角加工石墨时,切削刃强度较好,冲击阻力和摩擦阻力较好。随着负前角数值的减小,侧面磨损面积变化不大,但总体趋势较小。正前角切削石墨时,切削刃强度随前角的增大而减弱。侧面磨损加剧。当加工前角为负时,切削阻力大,切削振动增大。在加工大的前角时,刀具磨损严重,振动大。
如果后角增加,则工具边缘的强度将降低,并且侧面的磨损面积将逐渐增加。当刀具后角过大时,切削振动得到加强。
当螺旋角较小时,同一切削刃上切削的石墨工件的切削刃长度较长,切削阻力较大,切削冲击力较大。因此,刀具磨损、铣削力和切削振动是较大的。当螺旋角较大时。铣削合力方向偏离工作面,石墨材料的崩解加剧了切削冲击,刀具磨损、铣削力和切削振动也随之增加。
因此,刀具角度变化对刀具磨损、铣削力和切削振动的影响是前角、后角和螺旋角的组合。因此,我们必须注意选择。
四、石墨加工刀具涂层
金刚石涂层刀具具有硬度高、耐磨性好、摩擦系数低的优点。目前,金刚石涂层刀具是石墨加工的较佳选择,能够较好地反映金刚石磨具的优良性能。金刚石涂层硬质合金刀具的优点在于它结合了天然金刚石的硬度和硬质合金的强度和断裂韧性。

五、切削刃强化。
刀具刃口钝化也是一个非常重要的问题。金刚石砂轮的硬质合金刃口不同于小锯片和锯齿口。在石墨切割中,对刀具性能和用量的稳定性提出了更高的要求。特别是金刚石涂层刀具在涂装前必须钝化,以保证涂层的坚固性和使用寿命。刀具钝化的目的是解决刃口缺陷,减少或消除刃口值,达到光滑、锋利、牢固、耐磨的目的。
六、切削刀具的加工条件
选择合适的加工条件对刀具寿命和加工质量有很大的影响。选择正确的速度和进给量。一般来说,由于石墨材料易于切削,因此在加工过程中可以选择高速、快进给和大刀具的切削参数,从而可以有效地提高加工效率。然而,由于石墨容易角塌陷,渣滴,和锯齿的形成,尤其是在边缘,等,在加工过程中,锯齿应在这些部位适当降低。速度和进给速度不应被切断。
清洗石墨粉在工件表面的时间可以帮助减少刀具的第二磨损,提高刀具寿命和降低石墨粉尘影响机床的丝杠和导轨。
种切削方法:铣削和反向铣削两种铣削方式。判断了铣削或逆铣与工具的旋转方向一致,同样是向前铣,相反是逆铣。
由于切削振动磨了比逆铣,内、外轮廓的铣削加工应。因为切刀减少的厚度从较大到零了铣,有弹刀现象,不能削减在任何地方。相反,在逆铣开始厚度切很小,一旦刀刃遇到硬颗粒或切割的颗粒,会引起震颤或弹刀现象。同时,我们必须尽量避免吃大量的刀具,防止棱角掉落或掉落。
七、合理的切割方式
因为不同的加工表面需要不同的刀具路径,我们需要根据不同情况确定不同的刀具路径。
当加工平面,螺旋进刀或斜向进给应采取避免对零件或身体的断裂表面的损伤。在斜面的石墨加工,绘画方式和铣削是应该避免的,钻铣床应该是较好的。因为拉削和铣削是容易在产品表面形成波纹状的表面,特别是当工作时间太长,有一个,会直接导致刀具振动很大的机会,形成了波浪形的外观。
总之,为了避免零件表面损伤,有必要安排一个合理的路径,避免切断工件上形成工作面群岛。